Referenzprojekte
Bauteilaufnahme für technische Gläser oder Keramiken | Kundenwunsch:
Lösung:
|  |
Trägerplatten für unbemannte Luftfahrsysteme | Kundenwunsch: Voraussetzung: Lösung: Die entsprechenden Trägerplatten wurden aus einer speziellen Aluminiumknetlegierung gefertigt, die massive Vorteile im Verhältnis Dichte zu Festigkeit und somit in der Masse hat. Die Streckgrenze liegt hier über der Streckgrenze von handelsüblichem Baustahl. | 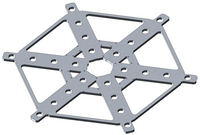 |
Modellbaufelge und -reifen | Kundenwunsch: Voraussetzung: Lösung: Für einen Kunden in der Modellbaubranche wurde diese Felge und der zugehörige Reifen im Maßstab 1:6 konstruiert und anschließend im FDM-Verfahren (PLA und TPU) gefertigt. Felge und Reifen wurden optisch originalgetreu nach historischer Vorlage designt. Diese Kombination wird auf Bestellung in Wunschfarbe gefertigt. |  |
Klingenhalterung | Kundenwunsch: Voraussetzung: Lösung: Um Klingen (bspw. Rasierklingen oder Glashobelklingen) risiko- und verletzungsfrei lagern und verwenden zu können wurde auf Kundenwunsch diese Halterung konstruiert. Die Schnittflächen der Klingen sind in dieser Halterung geschützt, damit diese verletzungsfrei (auch unter Verwendung von Handschuhen) entnommen werden können. Beim Einfädeln der Klingen in die Halterung wird das Verletzungsrisiko durch Formschrägen und Verrundungen minimiert. |  |
Transportwagen für Intervallschmierung | Kundenwunsch: Für bestimmte Fertigungsprozesse kann es vorteilhaft sein, wenn anstelle einer Dauerschmierung eine Intervallschmierung stattfindet. Hier wird die Schmierung durch eine Emulsion in definierten Intervallen unterbrochen bzw. nur in definierten Intervallen eine Schmierung durchgeführt. Um mit solch einer Option möglichst flexibel zu sein, wünschte sich der Kunde hier eine mobile Lösung. |  .JPG/picture-200?_=1953d2da403) |
Probenhalter / Aufnahmeadapter | Kundenwunsch: Die Probenhalter wurden auf Kundenwunsch in Form, Abmaße und Masse einem firmeneigenen Produkt angepasst. Mit Hilfe der Klammern können Proben aus Glas oder Keramik im Probenhalter aufgenommen und fixiert werden. Anschließend werden die Proben in einer Bearbeitungsmaschine als Referenz eingemessen. Diese Anlage besitzt eine reinraumgerechte Umgebung (ISO-Klasse 5) und wird im Hochvakuum betrieben. Alle Materialien sind für diese Umgebungsbedingungen konzipiert. Aufgrund des universellen Konzepts können relativ einfach Varianten für andere Probengrößen erstellt werden. |   |
Messaufnahmen von langen Bauteilen für Koordinatenmessung | Kundenwunsch: Messaufnahme zur Messung von zylinderförmigen oder rechteckigen Bauteilen aus verschiedenen Werkstoffen auf einer Koordinatenmessmaschine. Die Aufnahme haltert die zylinderförmigen oder rechteckigen Bauteile mit verschiedenen Längen auf deren Besselpunkte, ohne dass eine Verformung der Bauteile erfolgt. |  |
Substitution von PFAS-haltigen Werkstoffen | Kundenwunsch: Bei diesem Kundenprojekt sollen vorbereitend - aufgrund des Verbots bestimmter PFAS-haltiger Werkstoffe durch eine EU-Verordnung (2024/2462) - alle Werkstoffe substituiert werden. In diesem Fall wurden zwei Gleitscheiben aus PTFE (Polytetrafluorethylen) durch eine Lösungsvariante mit zwei Axiallagern ersetzt. Durch Entlüftungen und mit einer speziellen Schmierung können diese Bauteile in einer reinraumgerechten Umgebung (ISO-Klasse 5) und Hochvakuum problemlos eingesetzt werden. |  |
Topologieoptimierung Reinigungsprozess | Kundenwunsch: Beim automatisierten Reinigungsprozess von Gläsern oder Keramiken ist es elementar wichtig „Pfützen“ bzw. nicht perfekt ablaufende Flüssigkeiten zu verhindern, da diese beim Trocknungsprozess Ablaufspuren verursachen können. |   |
Maschine zum hochgenauen Positionieren von Komponenten im Fügeprozess | Kundenwunsch: Bei diesem Montagetool wurden Unterkomponenten aus Metall mit Hilfe genauer Positionierung auf einer Grundkomponente aus Metall positioniert und mit Hilfe von Messtaster die Position überwacht. Anschließend wurden die beiden Werkstoffe mit einem UV-aushärtendem Klebstoff und einer UV-LED-Lampe ausgehärtet. |  |
CNC Aufnahmen für Nachbearbeitung | Kundenwunsch: Bei dieser CNC Aufnahme können die Grauguss-Bauteile gegen Anschläge nach dem 3-2-1-Prinzip geschoben und mit Hilfe von Spannpratzen geklemmt werden. Somit ist eine mehrseitige Bearbeitung möglich. Die Anschläge dienen außerdem als Referenzflächen, um die Aufnahme in der Maschine einmessen zu können. | 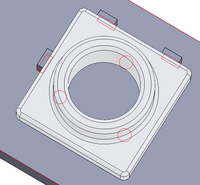 |
Reinigungsaufnahmen (Beizen) für komplexe Geometrien | Kundenwunsch: | Um Metalle oxidfrei und sauber zu bekommen werden in der Industrie Säuren zum Beizen eingesetzt. Eine gängige Variante ist der Metallabtrag von etwa 2µm mit bspw. Flusssäure. Dabei wird das Bauteil so in der Reinigungsaufnahme positioniert, dass die Flüssigkeiten stets ablaufen können und keine Reste zurückbleiben. Mit Hilfe einer säurebeständigen Membranpumpe können komplexe Geometrien, wie Tieflochbohrungen durchspült werden. Als Grundmaterial wurde in diesem Fall PVDF gewählt. Dieses hat einen relativ hohen Schmelzpunkt, hohe mechanische Festigkeiten und eine hohe Beständigkeit gegenüber aggressiven Medien (bspw. Ameisensäure, Flusssäure, Salpetersäure, Salzsäure oder Schwefelsäure). |
Montagetools für Medizintechnik (autoklavierbar) | Kundenwunsch: | Montagetool zum Einsetzen von Unterbaugruppen und Einzelteilen. Parallel zum Montageschritt wurde die Kraft, mit der eine definierte Komponente montiert wird, über eine Kraftmessdose aufgenommen, um ungewollte Beschädigungen zu vermeiden. Das Tool wurde aus dem Werkstoff 1.4571 und PP-C gefertigt. Beide Werkstoffe eignen sich hervorragend zum Autoklavieren (Sterilisierung mit Hilfe von Dampfdruck unter Reinraumbedingungen) |
CNC Aufnahmen für Nachbearbeitung | Kundenwunsch: | Bei dieser CNC Aufnahme können die Grauguss-Bauteile gegen Anschläge nach dem 3-2-1-Prinzip geschoben und mit Hilfe von Spannpratzen geklemmt werden. Somit ist eine mehrseitige Bearbeitung möglich. Die Anschläge dienen außerdem als Referenzflächen, um die Aufnahme in der Maschine einmessen zu können. |
3D-Druckteile als Prototypen (Funktionsmuster) oder als Betriebsmittel-Kleinserien | Prototypen oder Kleinserien als Funktionsmuster per hochwertigem 3D Druck. Verschiedenste Anwendungen (Haltetools, Messaufnahmen) und verschiedene Materialien möglich. |